资讯中心资讯中心
碎片化订单趋势下智能化辅料拣选配盘系统的研制 2024-04-28 20:00:46作者: 安博体育网页版登录
目前各卷烟工业公司,辅料物流自动化仅限于机台要料的AGV自动搬运,高架库仓储环节,缺乏整体解决方案。随着定制化服务在烟草行业悄然兴起,以往那种集中、大批量的订单会逐步减少,而小批量、多批次、碎片化的订单会慢慢的多,物流系统必须敏捷、迅速地响应这种变化。在卷烟工业物流环节中,辅料拣选配盘环节是实现碎片化订单的关键核心环节,准确快速的辅料拣选是满足那群消费的人碎片化订单需要的关键。因此,本文将先进的自动化和智能化技术应用到入高架库前的拣选配盘环节,尽力消除系统中的瓶颈环节,实现辅料物流整体自动化,提升整体的流通能力、柔性能力和作业质量,有效支撑碎片化的定制服务,满足那群消费的人的个性化需求。

近年来,烟草行业随生产经营内外部环境的变化,卷烟市场总量趋于稳定,消费者的需求朝个性化、多样化、定制化方向发展。通过定制平台,消费者可以再一次进行选择适合自己使用场景的对应香烟并且对外观进行自主个性化设计。烟草定制化服务的出现说明在面对竞争日益激烈的市场,只有牢牢抓住消费者,知道消费者的实际要,打造满足那群消费的人需求的高质量个性化产品才能占有市场。为了适应市场和满足那群消费的人一直在变化的需求,各卷烟工业公司在卷烟研发、生产、销售等环节开始朝多频次、小批量、柔性化转变。这种碎片化订单生产模式对于固有的工业公司物流体系提出了巨大的挑战。不但要求物流服务要更加柔性化,而且物流系统也要敏捷、迅速地响应这种变化。其中,辅料拣选配盘环节是卷烟工业物流中满足碎片化订单、实现柔性生产的关键核心环节,准确快速的辅料拣选是制约物流柔性化服务、满足那群消费的人需要的关键。而现在辅料拣选配盘环节没有实现自动化,完全为人工作业模式,由人工进行拣选,叉车进行搬运,常常出现人、叉车交叉作业,作业现场混乱的场面,影响配盘的效率和准确性。所以亟需建立一种智能化的卷选配盘系统,提高辅料配盘的效率及准确性,提高辅料物流整体自动化水平,来满足那群消费的人个性化碎片订单需求。
本文主要利用多头桁架机械手实现精准拣选配盘,利用配盘控制管理系统控制输送机、顶升移载机、提升机、子母穿梭板等自动化设备完成找货、送货和搬运等工作。体系整体架构如图1所示,主要利用穿梭板式货架建立一个辅料自动暂存区,用于配盘所需辅料的暂存,暂存区内由提升机、子母穿梭板完成自动出入库区和自动找货、搬运作业等;配盘工作区内拣选配盘作业由多头桁架机械手自动完成;配盘完成后由输送机自动搬运到高架库入库,实现与高架库的自动化衔接。

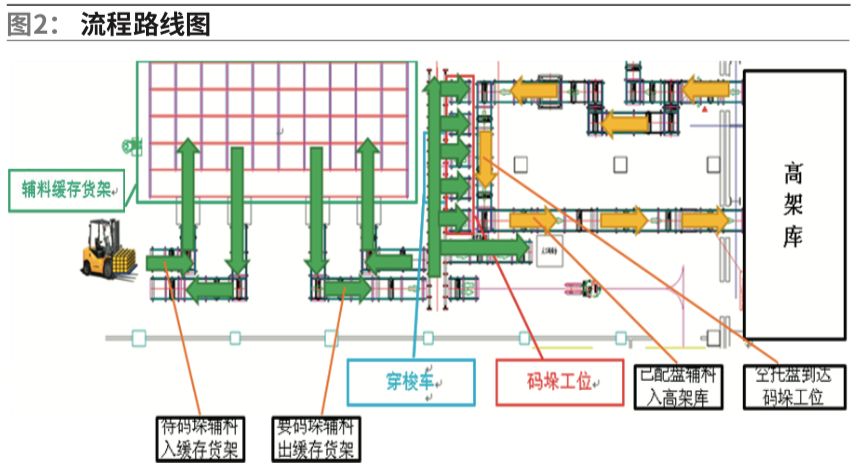
将辅料入高架库前的配盘区域规划出四大区域,依次是:辅料收货区、辅料暂存区、机器人自动码垛区、配盘入高架库区。如图1。
从平库由叉车运来的单品种辅料直接放置在穿梭板式货架入口处,操作人员录入辅料信息,并通过手持PDA扫描托架码,辅料智能配盘管理系统将辅料信息与托盘绑定,随后系统调度升降机、子母穿梭板将辅料来料运送至穿梭板式货架中暂存。
为穿梭板式货架系统,由子母式穿梭板、提升机及货架组成。穿梭板式货架共3层,10列,顶层为6进深,其余两层均为4进深,一共有10×6×1+10×4×2=140个存储单元,单个存储单元尺寸为1500mm×1300mm×1700mm。底层用于存放拆开包装的待码垛辅料、残盘及空托盘,每列存一种辅料。中层用于存放包装纸壳箱及空托盘。顶层用于存放空托盘。在底层与中层需要倒货时,顶层也用于提供临时存储空间。待码垛的辅料存储于该货架中,需要码垛时,将由该货架自动出货。形成的空托盘及残盘将返回该货架,等待统一处理;子母式穿梭板用于输送辅料托盘;提升机用于待码垛辅料入高层货架的提升。
机器人自动码垛区由穿梭车、输送机、顶升移载机、拆盘机、多头桁架机械手组成。设置待拣选位5个,配盘入库位1个,人工拆包位1个,从穿梭板式货架系统中调出准备待码垛的辅料,由输送机和穿梭车将待码垛辅料输送到人工拆包位进行拆包,再运送到各个待拣选工位,由桁架机械手将辅料按配盘方案依次码垛到输送线上配盘入库位的空托盘上,码完盘的辅料托盘由输送机送进高架库储存。穿梭车和输送机用于输送辅料托盘;顶升移载机用于辅料托盘在不同高度的输送机上切换路径;拆盘机用于将托盘组拆成单个托盘;多头桁架机械手用于辅料码垛。
主要是依托穿梭板式货架系统,在辅料智能配盘管理系统的控制下,不同品种辅料由子母穿梭板自动识别储位存储;根据配盘所需辅料,子母穿梭板在货架中自动查找并搬运到拣选工作台,完成配盘辅料自动补货作业;自动维持暂存区的辅料库存平衡,根据每日配盘计划向辅料综合库要料,并通过提升机、子母穿梭板自动存入货架中。
当辅料智能配盘管理系统下发配盘任务时,多头桁架机械手根据辅料智能配盘管理系统的任务信息,自动完成辅料拣选,自动将辅料数量、品种、厂家等信息与托盘条码绑定。
一是暂存区自动入库系统,暂存区入库作业只需要叉车将大库辅料搬运至货架入库位,辅料智能配盘管理系统下发指令,提升机、子母穿梭板自动完成入库作业。二是配盘区自动送补货体系,根据配盘工作台的物料需求,辅料智能配盘管理系统自动下发送补料指令,由子母穿梭板在货架中完成自动找货,并由输送机自动搬运到拣选工作台的待拣选位;三是配盘自动入库区,配好盘的辅料放置在配盘入立库位上,辅料智能配盘管理系统下发入库指令,输送机将已配好的托盘自动送入高架库中。
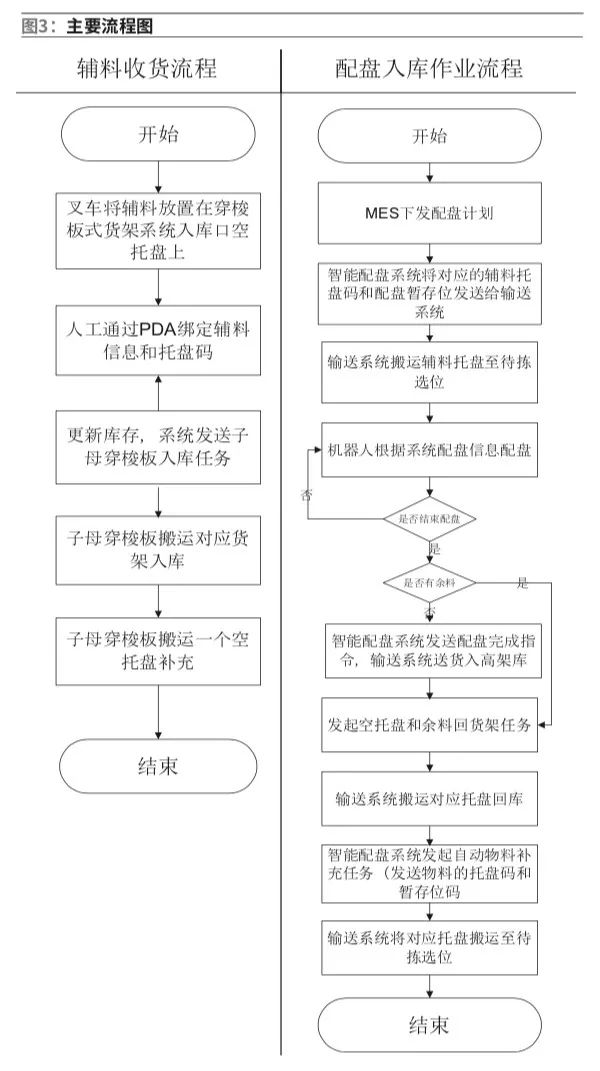
辅料智能配盘管理系统能根据MES等系统的生产计划,自动生成配盘订单,并向辅料大库要料。人工通过手持PDA扫描托架码,将辅料信息绑定在托架上,生成入暂存区任务,系统管理货架货位及库存,同时向货架系统发送入库任务命令。
辅料智能配盘管理系统根据配盘订单,将所需搬运的辅料托盘告诉货架系统,货架系统完成辅料托盘的找货,并将辅料托盘运送到待拣选位。辅料智能配盘管理系统显示准确的配盘信息,包括计划数,牌号及配盘标准,机器人根据系统配盘信息进行辅料拣选,当待拣选位出现空托盘,系统自动补货。拣选完成后,系统自动记录辅料的品种、数量、厂家等批次信息,并与托盘码绑定后自动入高架库。
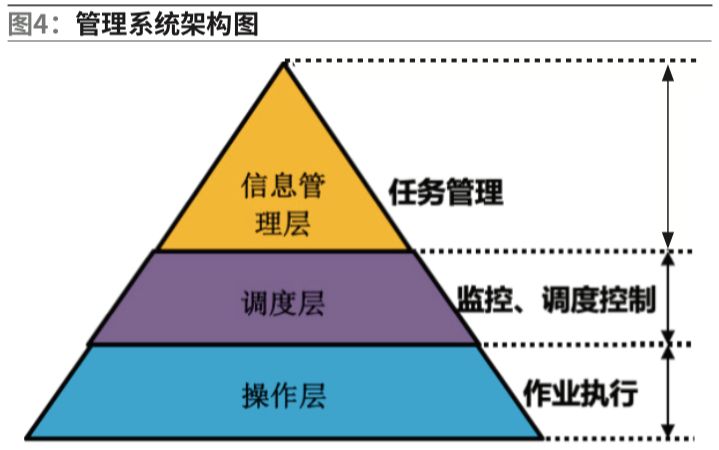
信息管理系统作为辅料入高架库前的拣选配盘环节的调度管理中心和信息存储处理中心,负责处理本环节运行过程中的综合信息,是本环节的后台数据存储和管理系统,具有对总系统的数据信息来管理的功能。并且要与ERP仓库管理系统、高架库信息管理系统紧密集成,是联系ERP仓库管理系统和高架库信息管理系统的纽带。基本功能有:入暂存区管理、配盘订单管理、配盘任务管理、配盘库存管理等。
作为控制管理系统的人机交互接口,实现对辅料智能配盘系统的自动操作、状态监控、故障诊断定位和报警显示、记录等。
负责各设备的自动运行,并可实时接收监控级的操作命令,向监控级发出请求,报告设备状态信号。采用PLC工业控制总线网络方式连接各远程I/O站点、人机智能信息屏、条码扫描设备的智能终端。
整个区域货物的输送完全由输送机来完成,没有人的参与;配盘辅料存放于货架之中,规划整齐;辅料码垛环节完全由机器人完成,配盘作业规范。改变了原先人、车、物交叉配盘作业模式,消除了配盘区域内因交叉作业造成的等待、停滞、碰撞等混乱局面。
(1)自动化设备代替原有叉车搬运、人工码垛、人工收货、人工确认入库等环节,大幅度减少人工成本。
(2)系统统筹规划调度物料搬运、暂存、配盘、入高架库等作业,物料能及时到位,提升配盘效率。
(1)库内物料由系统统一管理调度,输送系统根据系统下发的配盘订单搬运物料,保证不发生错搬情况;
(2)可及时有效地发现辅料在库量不足,提示采购及时下单,避免库存不足,影响配盘和生产效率。
传统的作业模式只记录辅料的收货、配盘、入库、暂存的数量名称,配盘全过程的信息或资料是间断不连贯的,也是不全面的,难于进行质量追溯。辅料从进收货区到入高架库前的每个环节,系统中都有对其进行的记录(包括数量、时间、名称、处于哪个环节等等),而且信息记录是连贯的,方便进行辅料质量过程全追溯。
传统作业模式有比较大的安全风险隐患,人、叉车、物在同一个工作场景做相关操作,有可能会出现碰撞,造成人员伤害安全事故。本设计使库内无人作业,只有机器和机器操作的物品,不会发生安全事故。
本文针对烟草行业定制化服务条件下产生的碎片化订单的发展要求,提出并实现了一种基于机器人码垛的卷选配盘系统模块设计方案。本方案将机器人码垛、输送机和穿梭车输送、提升机搬运、货架系统暂存等自动化和智能化设备应用到入高架库前的拣选配盘系统中,通过合理设计整体布局与规划路径,实现了入高架库前的拣选配盘系统全自动化,以及与自动化高架库的无缝衔接的要求,尤其实现了机器人自动码垛,使人从繁重的码垛工作中脱离出来。本方案相对于传统人工辅料拣选配盘系统更加适应碎片化订单、柔性化生产发展的要求,无论在流通能力、柔性能力和作业质量等方面都得到大幅度提升。返回搜狐,查看更加多
